Разделы сайта
Выбор редакции:
- Клаус Джоул Пьяный лепрекон
- Критерии выбора системы электронного документооборота
- Константин Анохин: Мозг и разум Учёные и художники: глаза в глаза
- Проект по внеклассному литературному чтению "весна глазами поэтов, писателей, художников"
- Что относится к трансжирам
- Бурсит тазобедренного сустава лечение препараты Что такое бурсит тазобедренного сустава
- Сонник: к чему снится Покойник
- Журнал кассира операциониста и его заполнение Журнал кассира операциониста титульный лист
- Рецепт: Татарские салаты
- Морской окунь, запеченный в фольге
Реклама
| Размеры трубной резьбы. обозначение |
|
Определить размер крепёжного изделия довольно просто. Не так ли? Да, но не всё так просто, как кажется... Если не знать заранее о всём многообразии крепежа и особенностях его измерения, то можно запросто купить что-нибудь ненужное или не того размера. Казалось бы, определение диаметра, толщины и длины у различных крепежных изделий не должно вызывать проблем. Например, у болтов достаточно измерить диаметр и длину резьбового стержня, и,- готово - есть размер. Правда, повертев в руках всякие разные болты/винты, возникает вопрос: "а длину мерять со "шляпкой" или без?". С гайками ещё "забавнее": зная, что в руках гайка М16 можно так и не найти, где же в этой гайке размер 16 мм? А может эта гайка вовсе и не М16? Попробуем разобраться... Основными параметрами, определяющими тип и размер крепежа являются: диаметр, длина и толщина (или высота). В большинстве сегодняшних русскоязычных справочников, на чертежах и в конструкторской документации используются обозначения, заимствованные из английского языка и алфавита. Так диаметр крепёжного изделия принято обозначать большой или малой латинской буквой "D" или "d" (сокращение от англ. Diameter ), длину крепежного изделия принято обозначать большой или малой латинской буквой "L " или "l " (сокращение от англ. Length ), толщина обозначается "S " или "s " (сокращение от англ. Stoutness ), высота обозначается большой или малой латинской буквой "Н " или "h " (сокращение от англ. Hi gh ). Разберём особенности измерения основных типов крепёжных изделий. Измерение болтовБолты с метрической резьбой обозначаются в документации в формате МDxPxL , где:
Чтобы определиться с видом и размером конкретного болта необходимо визуально установить его тип, сопоставив конструкцию болта с одним из стандартов (ГОСТ, DIN, ISO ) Затем, выяснив тип болта, последовательно определить все перечисленные размеры. Для измерения диаметра болта можно воспользоваться штангенциркулем, микрометром или шаблонной линейкой.
Контроль точности определённого диаметра наружной резьбы производится с помощью комплекта калибров "ПР-НЕ" (проход-непроход), один из которых должен легко навинчиваться на болт, а другой не должен навинчиваться совсем.
Длину болта можно измерить с помощью тех же штангенциркуля или линейки.
Для определения шага резьбы на резьбовом крепеже обычно используется такой инструмент, как шагомер.
Также можно измерить шаг резьбы путём замера расстояния между двумя витками резьбы с помощью штангенциркуля.
Однако точность такого способа удовлетворительно подойдёт только для крупных диаметров резьб. Надёжнее измерить штангенциркулем (в крайнем случае, линейкой) длину нескольких витков резьбы (например, 10-ти) и, затем, разделить результат измерения на число измеренных витков (в примере - на 10).
В зависимости от геометрической конфигурации болта способ измерения его длины может отличаться, и условно все болты можно разделить на 2 группы:
Длина болтов с выступающей головкой измеряется без учета самой головки:
Болты с шестигранной головкой ГОСТ 7805-70, 7798-70, 15589-70, 10602-94
;
Болты с шестигранной уменьшенной головкой для отверстий из-под развертки ГОСТ 7817-80 . Болты с увеличенной полукруглой головкой и усом ГОСТ 7801-81 . Болты с увеличенной полукруглой головкой и квадратным подголовком ГОСТ 7802-81 . Рым-болты ГОСТ 4751-73 . Длина болтов с потайной головкой измеряется вместе с головкой:
Болты с потайной головкой и усом ГОСТ 7785-81 . Болты с потайной головкой и квадратным подголовком ГОСТ 7786-81 . Болты шинные ГОСТ 7787-81 . Существенным параметром для определения типа болта и его стандарта ГОСТ (DIN или ISO) является размер головки: размер "под ключ", в случае шестигранной головки, или диаметр, в случае цилиндрической головки; так как бывают болты с уменьшенной головкой, с нормальной и с увеличенной головкой. Измерение дюймовых болтовБолты с дюймовой резьбой обозначаются в документации в формате D"-NQQQxL , где:
В случае, если Вам необходимо определить диаметр резьбы дюймового болта, нужно результат замера диаметра болта разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим дробным размером в дюймах (можно из таблицы для дюймовой резьбы с крупным шагом UNC ):
Шаг резьбы дюймового болта определяется подсчётом количества витков в одном дюйме (25,4мм) резьбы. Можно также воспользоваться дюймовым резьбомером, если Вы заранее знаете, что резьба дюймовая. Длину дюймового болта необходимо измерять также, как и метрического, а результат разделить на 25,4 мм, что равняется 1 дюйму. Полученное число необходимо сопоставить с ближайшим размером в дюймах, разделяя целую и дробную часть. Измерение винтовВинты с метрической резьбой обозначаются в документации аналогично болтам в формате МDxPxL , где:
Сначала осмотром устанавливаем разновидность измеряемого винта, определяем его стандарт, чтобы определиться с особенностями измерения. Диаметр резьбы винтов определяем аналогично измерению болтов. В зависимости от геометрической конфигурации винта способ измерения его длины может отличаться, и все винты можно условно разделить на 4 группы:
Винты с цилиндрической головкой и внутренним шестигранником ГОСТ 11738-84
; Винты с полукруглой головкой ГОСТ 17473-80 .
Винты с потайной головкой ГОСТ 17475-80 . Винты установочные с прямым шлицем ГОСТ 1476-93, 1477-93, 1478-93, 1479-93
; Винты установочные с квадратной головкой ГОСТ 1482-84, 1485-84 . Измерение шпилекШпильки с метрической резьбой обозначаются в документации в формате МDxPxL , где:
Определение диаметра резьбы шпилек идентично измерению резьбы болтов. В зависимости от стандарта ГОСТ и конфигурации шпильки способ измерения её длины может отличаться, и все шпильки можно условно разделить на 2 группы:
Для правильного измерения размера шпильки необходимо сначала определить: имеет ли данная шпилька ввинчиваемый конец или нет? После чего станет понятно как измерять длину рабочей части шпильки. Ввинчиваемый конец имеет, в зависимости от стандарта ГОСТ, несколько фиксированных значений, измеряемых кратно диаметру шпильки: 1d, 1,25d, 1,6d, 2d, 2,5d . Остальная часть шпильки с ввинчиваемым концом и есть её размер в длину.
Шпильки резьбовые
DIN 975
;
Измерение заклёпокЗаклёпки с замыкающей головкой - полнотелые (под молоток) обозначаются в документации в формате DxL , где:
В зависимости от стандарта ГОСТ и конфигурации полнотелой заклёпки способ измерения её длины может отличаться, и все заклёпки можно условно разделить на 3 группы:
Заклёпки с плоской (цилиндрической) головкой ГОСТ 10303-80 ; Заклёпки с потайной головкой ГОСТ 10300-80 ; Заклёпки с полукруглой головкой ГОСТ 10299-80 ; Заклёпки с полупотайной головкой ГОСТ 10301-80 ; Заклёпки отрывные, устанавливаемые с помощью специального пистолета, обозначаются в формате DxL , где:
Заклёпки отрывные с плоской (цилиндрической) головкой DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582; Заклёпки отрывные с потайной головкой DIN 7337, ISO 15978, ISO 15980, ISO 15984; Измерение шплинтовМы рассмотрим измерение шплинтов трех типов:
Шплинты ГОСТ 397-79 - разводные. Размер такого шплинта обозначается в формате DxL , где:
Условный диаметр шплинта - это диаметр отверстия в которое будет вставлен данный разводной шплинт. Соответственно, реальный диаметр самого шплинта при измерении, например штангенциркулем, будет меньше, чем условный диаметр на несколько десятых долей миллиметра - стандарт ГОСТ 397-79 задаёт допускаемые диапазоны для каждого условного диаметра шплинта. Длина разводного шплинта измеряется тоже особенно: шплинт имеет два конца - короткий и длинный, и необходимо измерить расстояние от изгиба ушка шплинта до окончания короткого конца шплинта. Шплинты DIN 11024 - игольчатые. Такие шплинты имеют фиксированную длину согласно стандарта DIN 11024, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта. Контроль размера длины шплинта необходимо проводить от начала прямого конца и до линии центра кольца, образованного в загибе Шплинты DIN 11023 - быстросъемные шплинты с кольцом. Аналогично шплинтам по DIN 11024 такие шплинты имеют тоже фиксированную длину согласно стандарта DIN 11023, поэтому для определения размера данного типа шплинта необходимо измерить только диаметр шплинта. Измерение гаекГайки с метрической резьбой обозначаются в документации в формате МDхP , где:
Измерить диаметр резьбы гайки не так просто, как кажется на первый взгляд. Дело в том, что обозначенный размер гайки, например М14 - это наружный диаметр болта, который ввинчивается в данную гайку. Если же измерить внутреннее резьбовое отверстие в самой гайке, то оно окажется меньше 14 мм (как на фото).
Полученный результат замера не даёт возможности сразу однозначно определить диаметр резьбы (учитывая то, что каждый диаметр резьбы может иметь несколько значений шага резьбы, можно легко ошибиться в определении диаметра резьбы гайки, если использовать один лишь замер внутреннего резьбового отверстия гайки). Если есть возможность измерить ответный болт, винт, штуцер - лучше измерить его, и так сразу определить резьбу гайки.
Полученное значение измерения внутреннего резь бового отверстия в гайке - это внутренний диаметр d вн профиля резьбы в сопряжении с соответствующим данной гайке болтом (на который она навинчивается).
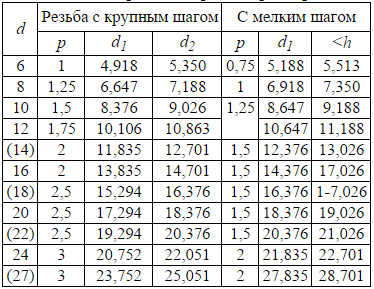
М ― наружный диаметр резьбы болта (гайки) ― обозначение размера резьбы Н ― высота профиля метрической резьбы резьбы, Н=0,866025404×Р Р ― шаг резьбы (расстояние между вершинами профиля резьбы) d СР - средний диаметр резьбы d ВН - внутренний диаметр резьбы гайки d В - внутренний диаметр резьбы болта Для однозначного определения диаметра метрической резьбы гайки необходимо знать соответствие внутреннего диаметра d вн с наружным диаметром резьбы М у сопрягаемого болта (а это и есть искомый размер резьбы гайки). Для этого понадобится справочная таблица:
Контроль точности определённого диаметра резьбы производится с помощью комплекта калибров "ПР-НЕ" (проход-непроход), один из которых должен легко ввинчиваться в гайку, а другой не должен ввинчиваться.
Существует значительное разнообразие типов гаек. Первично тип гайки можно определить визуально. Для уточнения стандарта, зачастую, необходимо измерить высоту гайки, так как при одной геометрической конфигурации они могут быть низкие, нормальные, высокие и особо высокие.
Другой параметр на который необходимо обратить внимание при классификации шестигранной гайки - это размер "под ключ", так как бывают гайки с уменьшенным размером "под ключ", с нормальным и увеличенным размером.
Измерение шага резьбы гайки производится аналогично болту - с помощью резьбомера или подсчётом витков на замеряемом отрезке. Но измерение шага резьбы гаек затруднено в связи с тем, что сложно определить плотность прилегания гребёнки резьбомера к профилю резьбы, и всегда есть вероятность ошибки в случае, когда Вы заранее не знаете: метрическая резьба или дюймовая?. Ошибиться можно из-за того, что некоторые размеры метрической резьбы почти совпадают с дюймовой и метрические болты могут свинчиваться с дюймовыми гайками. Характерный признак такой скрутки - излишний люфт - гайка болтается на болте, как будто резьба провалена. Лучший способ избежать ошибок при определении резьбы гайки - все замеры снимать с болта (винта, штуцера), ответного для данной гайки. Измерение дюймовых гаекГайки с дюймовой резьбой обозначаются в документации в формате D"-NQQQ , где:
Измерение шайбШайбы обозначаются в документации чаще всего в формате D , где:
Измерив внутренний диаметр шайбы штангенциркулем или линейкой вы получите размер больший, чем в её обозначении. Это вполне естественно: ведь необходимо свободно вставить болт или винт в шайбу, - а для этого между ними должен быть зазор. Например: при измерении плоской шайбы размера 16 (под резьбу болта М16) штангенциркуль покажет диаметр отверстия 17 мм. В самом общем случае величина этого зазора определяется точностью исполнения шайбы. Таким образом, если размер шайбы заранее неизвестен, то, после измерения диаметра отверстия, необходимо выбрать из таблицы стандарта на данную шайбу (ГОСТ, ОСТ, ТУ, DIN, ISO) ближайший фиксированный стандартный размер - это и есть размер шайбы. Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования. В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы. Cодержание статьи Назначение и сфера примененияРезьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения. Функциональным назначением резьбы является:
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
Действующие ГОСТ определяют следующие основные параметры резьбы:
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию. Преимущества и недостаткиШирокое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток ), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок. Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединенийВ зависимости от типа профиля резьба классифицируется на следующие разновидности:
Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 60 0 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм. Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 55 0 . Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28. Коническая дюймовая резьба имеет угол профиля в 60 0 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.
Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 55 0 . С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов. Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″. Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.
Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 30 0 (для крепежных элементов червячных передач – 40 градусов). Используется в крепежах с диаметрами 10-640 мм. В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.
Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 3 0 , противоположная – 30 0 . Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм. Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 30 0 . Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры. Как определить параметры резьбы?При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике. Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
Определить шаг профиля можно тремя способами – использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем либо измерить его штангенциркулем. Определение последним методом наиболее простое – необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.
Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.
При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 55 0 соответственно), так что тут потребуется внимание при выборе инструмента. Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой – количество витков на 1 дюйм. Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее. Замеры при конструировании и изготовлении резьбовых соединенийСоединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности. Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:  Замеры размеров рисунка на протекторахКак измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.
Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса. Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.
Измерение износ протектора колумбиком Измерения диаметровКак измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.
При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два. Измерения линейных размеровКак измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм). Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым. Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты. Основные параметрыНормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами. Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения. Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже. Таблица размеров дюймовых и метрических резьбУзнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм Отличия от метрической резьбыПо своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°. Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25. Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др. Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой. Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр. Технологии нарезкиРезьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом. Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
Нарезка резьбы на токарном станке Механическим способом трубная резьба нарезается по следующему алгоритму:
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировкиРезьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Первое число означает основной диаметр винта.
Второе число показывает расстояние между двумя одноименными элементами резьбы. Это число выражает шаг, например между двумя витками. Шаг измеряется в миллиметрах, долях дюйма или числом ниток на дюйм.
Прочтите длину винта после x . Длина винта измеряется от конца винта до начала головки, как показано на иллюстрации. Учтите, что длина винтов с потайной головкой измеряется вместе с ней.
Прочая маркировка.
|





 Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы - это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой - определение шага резьбы требует дальнейшего уточнения.
Полученное число должно совпадать точно (или почти точно) с одним из значений резьбового ряда шагов резьбы для данного диаметра резьбы - это справочное значение и есть искомый шаг резьбы. Если это не так, то, скорее всего, Вы имеете дело с дюймовой резьбой - определение шага резьбы требует дальнейшего уточнения.





































Популярное:
Проект на тему шоколад польза или вред
|
Новое
- Критерии выбора системы электронного документооборота
- Константин Анохин: Мозг и разум Учёные и художники: глаза в глаза
- Проект по внеклассному литературному чтению "весна глазами поэтов, писателей, художников"
- Что относится к трансжирам
- Бурсит тазобедренного сустава лечение препараты Что такое бурсит тазобедренного сустава
- Сонник: к чему снится Покойник
- Журнал кассира операциониста и его заполнение Журнал кассира операциониста титульный лист
- Рецепт: Татарские салаты
- Морской окунь, запеченный в фольге
- Что можно делать с лисичками грибами




